The silicone extrusion process is one of the most efficient and widely used methods for manufacturing continuous silicone rubber products such as tubes, sealing strips, cable insulation, medical catheters, and industrial profiles. Unlike compression molding, extrusion enables high-volume, long-length production with excellent dimensional consistency.
In this comprehensive 2026 guide, we break down the entire silicone extrusion workflow — from raw material preparation to final quality control — with detailed parameters, equipment recommendations, and practical troubleshooting advice for factories and engineers.
Table of Contents
- 1. What is Silicone Extrusion?
- 2. Advantages and Limitations of Silicone Extrusion
- 3. Main Steps of the Silicone Extrusion Process
- 4. Key Equipment in Silicone Extrusion Line
- 5. Critical Process Parameters
- 6. Vulcanization Methods for Extruded Silicone
- 7. Common Defects and Solutions
- 8. Applications of Silicone Extruded Products
- 9. FAQ – Silicone Extrusion Process
1. What is Silicone Extrusion?
Silicone extrusion is a continuous forming process used to produce silicone rubber products with constant cross-section. High-consistency rubber (HCR) is fed into a screw extruder, forced through a precision die, and then continuously vulcanized. It is ideal for long-length products where high efficiency and dimensional accuracy are required.
2. Advantages and Limitations of Silicone Extrusion
Advantages:
- High production efficiency and low waste
- Excellent dimensional stability for long runs
- Cost-effective for tubes, strips, and profiles
- Wide range of cross-section shapes possible by changing dies
Limitations:
- Not suitable for complex 3D geometries
- High dependence on die precision and process control
- Requires effective continuous vulcanization system
3. Main Steps of the Silicone Extrusion Process
- Raw Material Preparation (Milling)
Mix base silicone gum with fumed silica (20-30%), vulcanizing agent, and color paste using an open mill or internal mixer. - Feeding & Plasticizing
Feed the compound into the cold-feed extruder. The screw plasticizes the material through shear and barrel heating (120–180°C). - Extrusion Through Die
The plasticized silicone is forced through a precision die under pressure (0.5–5 MPa). Die design determines the final cross-section. - Continuous Vulcanization
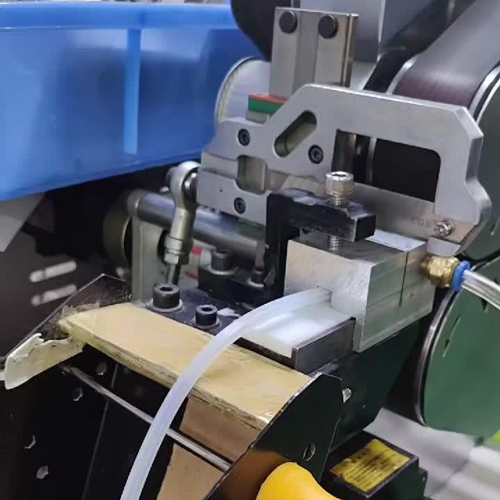
The extruded profile immediately enters a hot air vulcanization (HAV) tunnel or microwave system at approximately 180°C for curing. - Cooling, Cutting & Finishing
Cool the vulcanized product, cut to length, and perform secondary post-cure if needed for medical or high-performance grades.
4. Key Equipment in Silicone Extrusion Line
- Cold-feed single-screw extruder (45mm–120mm diameter recommended)
- Precision extrusion die (custom-made for each profile)
- Hot air vulcanization (HAV) tunnel or salt bath system
- Cooling water tank or air cooling unit
- Haul-off (puller) and cutting machine
- PLC control system for temperature and speed stability
5. Critical Process Parameters
| Parameter | Typical Value | Notes |
|---|---|---|
| Barrel temperature | 120–180°C (zone controlled) | Avoid scorching |
| Die / Head temperature | 90–110°C | Lower than barrel |
| Screw speed | 20–40 rpm | Depends on product size |
| Vulcanization temperature | ~180°C | HAV tunnel |
| Extrusion pressure | 8–12 MPa (for tubing) | Adjust per viscosity |
6. Vulcanization Methods for Extruded Silicone
The most common method is Hot Air Vulcanization (HAV). Peroxide-cured systems (e.g., DBPMH / double 2-4) are widely used. Platinum systems allow lower curing temperatures and cleaner surfaces, making them preferred for medical-grade tubing.
7. Common Defects and Solutions
- Scorching (pre-cure) → Lower barrel temperature or use slower vulcanizing agent.
- Surface roughness → Optimize die temperature and extrusion speed.
- Dimension variation → Stabilize haul-off speed and cooling.
- Bubbles → Improve milling to remove air and control moisture.
8. Applications of Silicone Extruded Products
Silicone extrusion is widely used in:
- Medical catheters and tubing
- Automotive sealing strips and hoses
- Food-grade baking tools and seals
- High-temperature cable insulation
- Construction weatherproofing profiles
9. FAQ – Silicone Extrusion Process
Conclusion
The silicone extrusion process offers excellent productivity and consistency when properly controlled. By mastering raw material preparation, precise temperature management, and continuous vulcanization, manufacturers can produce high-quality silicone profiles that meet demanding industry standards in 2026 and beyond.
Ready to optimize your extrusion line?
- Leave a comment with your biggest extrusion challenge
- Download our free Silicone Extrusion Parameter Checklist
- Contact our technical team for custom die design or process audit
Related Articles:
- Silicone Color Paste Mixing Process – Complete Guide
- Silicone Tensile and Hardness Testing Explained
- Platinum vs Peroxide Curing Systems for Silicone
Published: March 26, 2026 | Author: Silicone Technical Team
All rights reserved. Feel free to share with proper attribution.